Despite the Benefits of Conformal Coating, it cannot be denied that Conformal Coating is not a simple process. Understanding the process of this method will help manufacturers and operating engineers make use of it and get rid of later defects.
We can summarize the Conformal Coating Process as the following infographic.
Click to header button to see details of each step
aa

aa
Cleaning
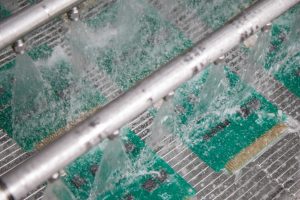

Cleaning to prepare a substrate prior to coating is an extremely important step. Efficient cleaning and surface preparation are critical to the immediate and long-term performance of both the coating and the assembly. Residual contaminants such as ions, salts, fluxes, oils, and particulates result in poor coating adhesion and subsequent moisture absorption, corrosion, and electrical failures.
There are five mechanisms for removing contaminants from a surface:
- Dissolution: This involves selecting a solvent that completely dissolves the contaminants. In cleaning assemblies where components have been solder attached, it is important to know the type of flux that was used in order to choose the appropriate solvent. A rosin-based flux, for example, is best removed with organic solvents while a water-based flux requires water or water-isopropanol for effective removal.
- Chemical Reaction: By this method, the contaminant reacts with a chemical solution and is transformed into soluble compounds that can then be washed away. Chemical reactions may also be of a dry nature such as the oxidation of organic residues by ozone and atomic oxygen generated by exposure to ultraviolet light in air or oxygen.
- Physical: Physical dislodging of particles involves the use of a pressurized liquid or inert gas, or mechanical scrubbing, abrasion, or brushing.
- Plasma Exposure: Subjecting the parts to an argon or oxygen plasma is an effective method of removing thin organic residues. In using a mixture of oxygen and argon, the mechanism is physical-chemical since it combines bombardment with energized atoms with oxidation of the organic residues.
- Vacuum Baking. Vacuum baking removes volatile residues such as low-molecular-weight polymer species, absorbed or adsorbed processing solvents, chemicals, and moisture.
In practice, cleaning methods that employ combinations of these mechanisms are the most efficient.
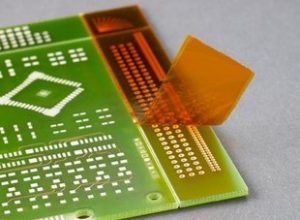
Often, not all the components of an assembly require a coating; in fact, some surfaces must be left uncoated, for example, surfaces where electrical connections are subsequently to be made. On nearly all printed circuit boards, the most common areas that shouldn’t be coated include:
- connectors, test sites, and pins where electrical continuity must be maintained;
- sensitive or unsealed components, such as open inductors or relays;
- large through-holes or “vias” where coating would leak through;
- LED surfaces if the light output is affected by coating; and
- in some cases, certain integrated circuit packages, such as BGAs and QFNs, if wicking under the component is unacceptable.
There are several different masking techniques using different masking materials such as masking tape, dots, shapes, boots, and liquid latex in conformal coating processing. The key is to know how to use the different materials on their own or in combination to ensure that masking failures do not occur.
Masking Dots and Tapes have been used from the first day conformal coating was applied to circuit boards. It’s a standard method and is used highly successfully by many companies. However, some adhesive tapes have problems such as: reacting with the conformal coatings to produce de-wetting effects; leaving adhesive residues when de-masked, leaking under the tape; not staying sealed for long enough, compatible or incompatible with all types of conformal coatings.
Liquid Latex is a good option for masking. The material can seal effectively against the ingress of coating into the component. When considering liquid latex there are a few key points: ensure the ingredients in the latex are compatible with the circuit board, how hard the latex dries, and if the latex breaks up easily when removing.


The use of masking tapes, dots, and liquid latex is an effective process in protecting components from the ingress of conformal coating. However, the masking application can be labor-intensive, especially in higher volume applications. Therefore, recyclable masking boots can offer a labor-saving alternative in both the masking and de-masking stages of the coating process. Each boot is generally custom-made. Therefore, there is some investment in manufacturing the initial run of boots.
Because of the wide variety and complexity of electrical and electronic parts, numerous coating application methods are now in use. Coating application processes range from the simplest and most common, low-cost spraying and dipping methods, to the unique higher-cost vapor deposition and selective dispensing methods.
Curing
Various methods are used to cure or polymerize organic coatings. Heat curing is the most widely used method and is applicable to most epoxies, polyurethanes, silicones, and polyimides. With new government regulations on volatile emissions and energy conservation and the need to shorten curing times to increase production, curing methods such as ultraviolet light polymerization, moisture curing, microwave curing, and e-beam curing are becoming more prevalent.
- Evaporative Curing: The liquid carrier evaporates, leaving just the coating resin. Although very simple in theory, circuit boards usually need to be dipped at least two times to build up an adequate coating on the edges of their components. Whether the liquid carrier is solvent or water‐based, humidity affects application parameters. Solvent systems tend to be easy to process, and provide consistent coverage due to good wetting, and fast cure times. However, solvents are often flammable, so adequate ventilation and fume extraction methods are required. Using water as a carrier can eliminate the flammability concern, although these coatings tend to take much longer to cure, and can be very sensitive to ambient humidity.

- Heat curing: Using elevated temperature to initiate or achieve complete curing.All solvent-based coatings require drying which consists of evaporating the solvent at room temperature or at an elevated temperature. Two-part systems (resin and hardener or resin and catalyst) generally require elevated temperatures for complete cure and polymerization. Step curing at progressively higher temperatures is often required to complete the cure, reduce stresses, and reduce subsequent outgassing from the coating
- Moisture curing: Some prepolymer resins or monomers contain functional groups that are blocked and unreactive until exposed to atmospheric moisture. Moisture reacts with the blocked groups freeing the functional groups allowing them to polymerize. Most RTV silicones and some polyurethanes cure in this manner. Optimum electrical and physical properties usually require 24 to 48 hours of exposure to air at a minimum of 30% RH and sometimes require a short thermal post-cure. For this reason, manufacturing facilities located in hot, dry climates should avoid selecting conformal coatings that rely on moisture curing.

- UV Curing: Ultraviolet curing is a fast photochemical process in which high-intensity ultraviolet light creates a photochemical reaction that instantly cures the coating. Beneficial properties such as rapid cure, reduced solvent emissions, room temperature cures, and the ability to coat heat-sensitive devices and circuits make photocurable compositions attractive for many electronic applications. Optimum curing occurs in the wavelength range of 250 to 400 nanometers. A major limitation in using photocured coatings on printed wiring assemblies is the inaccessibility of light to cure portions of the coating that are shadowed by large components. To obviate this, a double cure mechanism is used, for example, UV curing followed by heat curing or moisture curing. Also, this method requires investment in UV-Curing equipment.
- Microwave Curing: Variable frequency microwave (VFM) curing is a recently developed process for the rapid curing of polymer coatings, adhesives, and encapsulants. It differs from conventional microwave processing in using swept frequencies rather than a fixed frequency. Variable frequency microwave curing is reported to be 2 to 10 times faster than conventional heat curing. A further advantage is that it permits uniform distribution and precise control of microwave energy and heats large sections uniformly.
- Electron-beam Polymerization: In effecting polymerization, the electron beam generates free radicals, ion radicals, and other activated species from liquids or gases adsorbed on a surface. These activated species are short-lived and quickly combine to form long-chain solid polymers. In this respect, e-beam polymerization is similar to UV polymerization. The advantages of applying and curing coatings by e-beam exposure are the speed of curing and the fact that heat is not required, which obviates the possible degradation of heat-sensitive devices. Thin films may also be deposited in selected areas without masking by programming and directing the beam. However, besides these advantages, the e-beam process has found limited application because of the high initial equipment cost, subsequent high operating cost, shielding problems, and the sensitivity of many semiconductor devices to electron radiation. Depending on the electron energy, overheating and damage to the substrate can occur.
After Curing, temporary maskants will be de-masked, usually by hand, and then moved to the next stage.
Inspecting

Final inspection of coated modules consists largely of visual inspection at 10–30 times magnification. Most coatings are formulated with a small amount (0.1 to 0.5%) of a fluorescent dye indicator.
Inspection under UV light discloses areas that have been left uncoated but generally cannot detect pinholes or small uncoated areas. Inspection criteria for conformal-coated printed wiring assemblies are found in MIL-C-28809[6] and IPC-A-610[7].
Besides final visual inspection, nondestructive screen tests, and, on a sampling basis, destructive physical analysis (DPA) tests can be performed on coated modules or on test coupons prior to shipment. Such tests may include accelerated thermal exposure, temperature cycling, thermal shock, mechanical shock, and temperature/humidity exposure followed by electrical measurements.
Rework and Repair
The ability to rework is very important for complex high-density modules, some of which may be valued at many thousands of dollars or where schedules or availability do not permit them to be refabricated.
The most widely used rework and repair methods are as below:
|
Method |
Comments |
|
Melting or softening with a hot solder iron |
Best for thermoplastics such as polyurethanes and acrylics |
|
Dissolving with appropriate solvents |
Best for some silicones, acrylics, and soft baked polyimides |
|
Chemical strippers |
Useful for silicones and polyurethanes |
|
Softening with hot air or nitrogen gun and applying a force such as scraping |
Best for thermosetting coatings such as epoxies and phenolics |
|
Cutting and peeling or lifting |
Best for soft silicones |
|
Abrasion |
All hard coatings |
|
Plasma etching using an oxidizing gas |
Parylene and polyimides |
|
Laser ablation |
Parylene and polyimides |
|
Swelling with solvents and lifting |
RTV silicones |
Once the coating has been removed and a component replaced, recoating with the original coating may present a problem, especially in field repair. The original coating may have been deposited by special equipment or processes under controlled conditions which may not be available in the field. Hence, a coating, other than the original, that is easily processed needs to be used. The coating must be compatible with the original coating and provide the same environmental protection and electrical characteristics.
Contact us for more information on Conformal Coating Solution
Hotline: (+84) 984 695 398
Email: gluexpert@prostech.ph