Plastics have become an integral part of everyday life. Even products that appear to be composed exclusively of metals are usually coated, sealed, or adhesively joined using polymeric materials which improve the performance, appearance, and longevity of the metal products.
However, while the limitless variety of plastics is an invaluable asset to a designer selecting plastic, it is the designer’s biggest limitation when selecting an adhesive. The countless adhesive available, coupled with the virtually limitless grades of plastics available, make it highly unlikely that there will be any specific bond strength data for the adhesive/ plastic combination in the designer’s applications.
| Transportation Vehicle | Electronics | Medical | Home Appliance | Power | Sports Equipment |

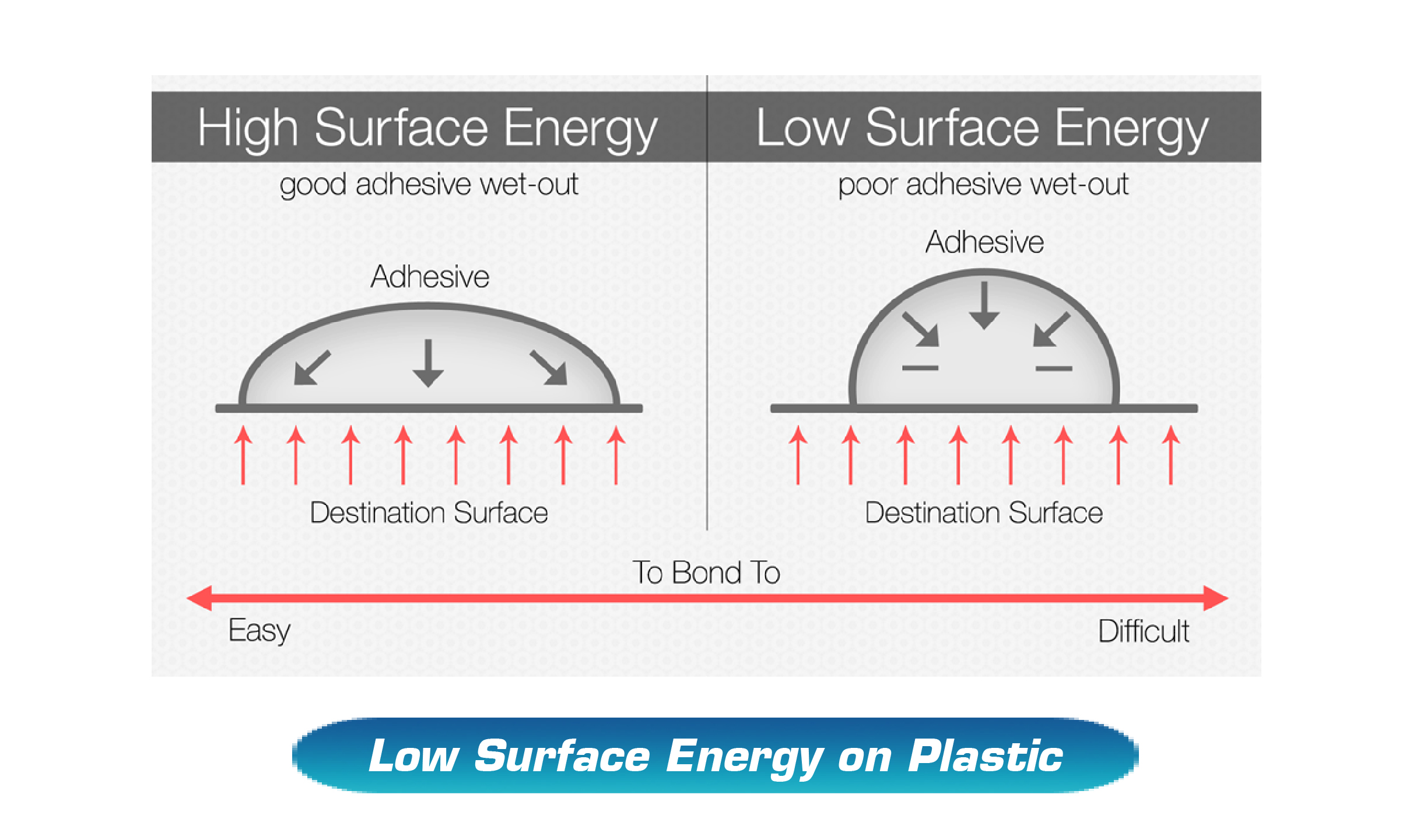
Why plastic is difficult to bond?
Plastic such as polyethylene, polypropylene, and polytetrafluoroethylene (PTFE) are difficult to bond because they have low surface energies, typically between 20 to 40 dynes.
Composite materials can also pose challenges for manufacturers because they comprise more than one material, each with different surface energies and wettabilities.
Besides the surface energy of the substrate, the dust and oil generating in the previous processes should also be taken into consideration. If manufacturers do not remove these remaining impurities, the real substrate to be bonded is contaminating coating, not plastic surface.

What elements should be considered when bonding plastic?
1. Actual Surface Material
In case the bonding surfaces are plastics, it would be easier to identify the right adhesive and necessary pre-treatment method for them. However, the plastic may be coated by a layer of electrostatic powder coating which is actual surface bonding.
In sum, manufacturers should be sure which surface materials we should deal with when choosing an adhesive.
2. Surface Pre-treatment
As mentioned in the above session, before assembly process, plastic has been handled with many other steps involving dust, oil, and other contaminants which reduce the surface area that adhesive working with then form weak bonds with the surface of the material.
In some cases, manufacturer could merely use a solvent to clean the dust or oil remaining on the plastic surface. Otherwise, after using cleaning solvent, the surface energy does not increase enough, we should consider using another pre-treatment method such as plasma or corona technology.
However, if the plastic surface does not have that many problems, an appropriate adhesive is enough.
3. Joint Design
Stress which is decided by joint bonding design), plays a significant role in the success or failure of a joint bonded with adhesive.
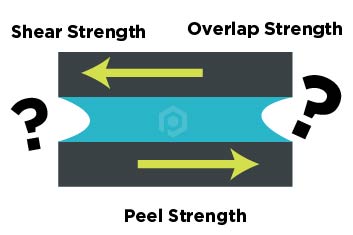
Engineers must have a solid understanding of stress distribution across two mating substrates to design the strongest possible joint.
Five types of stress commonly affect assemblies bonded with adhesives: tensile stress, compressive stress, shear stress, peel stress, and cleavage stress, which are formed according to the joint design of bonding.
Most adhesives offer excellent resistance to tensile, shear, and compressive stresses, but are weak in cleavage and peel strength. To design the strongest possible adhesive joints, distribute loads as evenly as possible over the entire joint area.
4. Adhesive Information
When choosing adhesive, it is most important to understand thoroughly about features, pros and cons of each kind of adhesive. Because the adhesive relates to accelerating producing cycle time, resisting to chemical, moisture, outside shock ability of bond, and so on.
♦ For most plastic bonding applications cyanoacrylate adhesives, UV curable adhesives, MMAs, as well as some epoxy and structural adhesives can be used. The large variety of adhesives available can make selecting the best adhesive for plastic seems difficult.
PROSTECH cyanoacrylate adhesive and most ABS (Acrylonitrile butadiene styrene), PMMA (acrylic), Nylon, Phenolic, Polyamide, Polycarbonate, PVC (both rigid and flexible).
For cyanoacrylate adhesive to show good bond strength on polyethylene or polypropylene our POP primer should be used first.

♦ All of PROSTECH plastic bonding UV curable adhesives bond well to most ABS, Nylon, Phenolic, Polyamide, Polycarbonate, PVC (both rigid and flexible). Special plastic bonding UV curable adhesives are available for acrylic.
♦ One part epoxy adhesive is generally not considered as the minimum cure temperature of the epoxy tends to be higher than the maximum temperature resistance of many plastics. Higher temperature-resistant plastics such as PEEK and PBT can be bonded with special heat cure epoxy.
♦ Two-part epoxy adhesives can be used to bond certain plastics. Special grades of plastic bonding epoxy are available from PROSTECH where high strength performance is required. Modified epoxy adhesives are two-part epoxy adhesives that provide much higher flexibility than traditional two-part epoxy adhesives.
♦ Structural acrylics will also bond most plastics. Many types are available including surface activated, bead on bead, and two-component. MMAs (methyl methacrylate adhesives) are an effective way of bonding plastic substrates and offer impressive adhesion strength – often substrates break before the adhesive bond is broken.

So if all of these adhesive types bond plastic how do I choose the best adhesive for plastic?
For more detail and information, please contact us and receive advices.
Email: gluexpert@prostech.ph
Hotline: (+84) 984 695 398